
1. 在波峰焊接中由助焊剂所引发的焊接缺陷现象
⑴ 虚焊
任何金属在空气环境中其表面都将受到氧或其它含氧气体等的不同程度的化学浸蚀,在自然界金属的表面状态都不是纯净的单金属状态。因此,不管采取何种保护措施,其表面所表现的焊接性能都不会是理想化的,仅靠金属本身的特性而不需借助其它物质的帮助(如助焊剂)达到理想化的焊接效果几乎是不可能的。即使存在这种可能,那也是在付出了高昂的成本代价后的结果,这显然是不实现的。
金属表面状态的不良,是诱发虚焊现象的关健因素。在软钎接过程中采用了助焊剂( 液体的或气体的)后,就可借助于助焊剂的作用来获取理想的洁净表面。被焊表面的洁净度是所用助焊剂活性的函数。60年代初以前,我国军用电子产品生产中普遍采用松香酒精作助焊剂,由于该类助焊剂与许多金属反应的固有化学活性弱,因而产品的虚焊现象特别严重,几乎成了一大公害。60年代初我国从原苏联引进的XX导弹末制导雷达生产线时,苏方还专门提供了该武器系统带“秘密”级的专用助焊剂配方。国内许多军工单位在军品生产中还宁可坚持采用活性松香助焊剂+清洗工艺,而禁用活性较弱的免清洗助焊剂,其目的就是为了避免虚焊隐患给该武器系统可靠性带来严重的不测后果危害。
⑵ 金属化孔透孔不良
当PCB和元器件可焊性均达到要求( 零交时间<1s )时,且波峰焊接的工艺参数也合适的情况下所出现的金属化孔透孔不良现象时,其主要影响因素应考虑为助焊剂的漫流性和活性均差所致。孔中未透入助焊剂时也是金属化孔透孔不良的原因。因此,在使用同一种助焊剂的情况下,采用助焊剂泡沫波峰涂覆方式时就不易发生金属化孔透孔不良现象,而采用助焊剂喷雾涂覆方式发生金属化孔透孔不良现象的概率就要高得多。出现此现象的原因是喷雾涂覆方式易受阻挡而出现透孔性不畅所致。
⑶ 桥连和拉尖
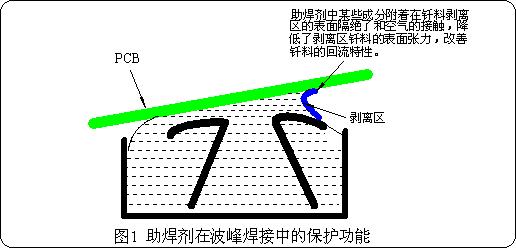
助焊剂的性能优劣对波峰焊接中桥连和拉尖等现象也有较大的影响。性能优良的助焊剂不仅具备焊接所需要的活性,而且还具有优良的保护位于剥离区内液态钎料不被氧化的能力,这是减少PCB与钎料剥离过程中抑制桥连和拉尖的重要措施之一,如图1所示。
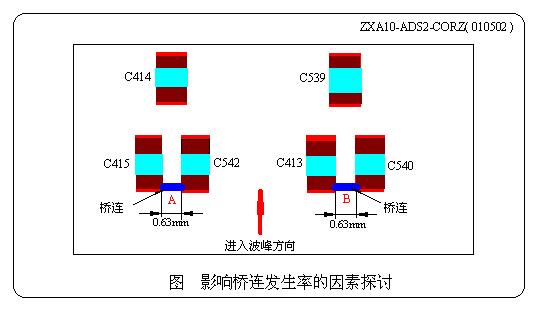
在上讲中我们给出了一个讨论题:C线在焊接工号为:ZXA10-ADS2-CORZ( 010502 )时,基板上电容C415与C542、C413 与C540之间相邻间隙均为0.63mm( <1.27mm,属于设计不当),用新喷嘴开双波时在图2所示的A、B二处百分之百地发生桥连现象,而仅开第二波进行单波焊接时,反而桥连发生率却非常小。其实问题就出在助焊剂上,主要原因不外乎是:
① 所用助焊剂在波峰焊接过程在PCB剥离区内己无保护能力;
② 经过第一波峰的冲刷PCB板面上助焊剂已所剩无几。
⑷ PCB板面洁净度不良
在波峰焊接过程中助焊剂的化学成分和喷涂量与焊后的离子残余浓度、表面绝缘电阻、洁净度不良以及产品在未来使用过程中的可靠性等有着直接的关系。
2. 助焊剂在波峰焊接工艺中的作用
2.1 正确运用助焊剂对确保产品质量的重要意义
助焊剂是波峰焊接中不可缺少的重要材料,它对确保波峰焊接效果和产品质量都起着关键性作用。良好的助焊剂材料及其功能的充分发挥,是提高生产效率、降低产品成本、提升产品系统可靠性的重要手段。
1.2 助焊剂在波峰焊接中的作用
一般情况下,被焊金属和易熔的钎料合金表面均具有一层妨碍形成连接界面的薄锈膜。该锈膜是受环境侵蚀的结果,并因环境和被焊金属的不同,而可能由氧化物、硫化物、碳化物或其它腐蚀产物组成。这些非金属腐蚀产物的作用相当于阻挡层。因此,在钎接前必须要将其清除掉。在波峰焊接过程中,助焊剂所起的作用概括起来主要功能如下:
⑴ 除去被焊基体金属表面的锈膜
在被焊金属表面的锈膜通常不溶于任何溶液,不能象清除油脂那样将其除掉,但是这些锈膜与某些材料发生化学反应,生成能溶于液态助焊剂的化合物。就可除去锈膜达到净化被焊金属表面的目的。这种化学反应可以是使助焊剂与锈膜生成溶于助焊剂或助焊剂溶剂的另一种化合物,也可以是把金属锈膜还原为纯净金属表面的化学反应。
属于第一种化学反应的助焊剂主要以松香基助焊剂为代表。纯净松香主要由松香酸和其它同分异构双萜酸组成。用作助焊剂时,通常用酒精(异丙醇)作溶液,当在氧化了的铜表面上涂上该助焊剂并加热时,松香酸与氧化铜化合生成松香酸铜,它易于和没有反应的松香混合在一起,从而为钎料的润湿提供了洁净的金属表面。松香酸对氧化铜层下面的基体铜没有任何侵蚀作用。当借助于有机溶剂清除残留的助焊剂时,松香酸铜也一起被清除掉了。
作为第二种化学反应的例子是某些具有还原性气体。例如,氢气在高温下能还原金属表面的氧化物,生成水并恢复纯净的金属表面。其化学反应通式可表示为:
MO + H2 = M + H2O
⑵ 防止加热过程中被焊金属的二次氧化
波峰焊接时,随着温度的升高,金属表面的再氧化现象也会加剧。因此,助焊剂必须为已净化的金属表面提供保护。即助焊剂应在整个金属表面形成一层薄膜,包住金属,使其同空气隔绝,达到在钎接的加热过程中防止被焊金属二次氧化的作用。
⑶ 降低液态钎料的表面张力
钎接区域中的助焊剂,能够以促进钎料漫流的方式影响表面能量平衡。降低液态钎料的表面张力,减小接触角。
金属表面存在氧化层时,液态钎料往往凝聚成球状,不与金属发生润湿。氧化物对钎料润湿的这种有害作用,是由于存在着氧化物的金属表面的张力比金属本身的表面张力要低得多的原因所致。γSF >γLF是液体润湿固体的基本条件。复盖着氧化膜的固体金属表面比起无氧化膜的洁净表面,表面张力显著减小,致使γSF <γLF而出现不润湿现象。
焊接中使用助焊剂可以清除钎料和被焊金属表面的氧化膜,改善了润湿。而且当液态钎料和被焊金属表面复盖了一层助焊剂之后,它们之间的界面张力发生了变化,如图3所示。
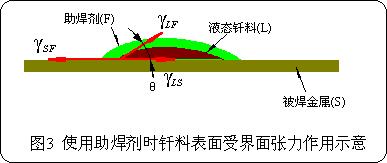
液态钎料终止漫流时的平衡方程式为:
γSF=γLF+γLS COSθ
COSθ=(γSF-γLF )/γLS
式中:
γSF - 被焊金属和助焊剂之间的界面张力;
γLF - 液态钎料和助焊剂界面上的界面张力;
γLS - 液态钎料和被焊金属之间的界面张力。
由上式可知,要提高润湿性 ( 即减小θ角),必须增大γSF 或减小γLF 及γLS 。助焊剂的作用除了清除被焊金属表面氧化物使γSF 增大外,另一个重要作用即为减小液态间的界面张力γLF 。
⑷ 传热
一般被钎接的接头部都存在不少间隙,在钎接过程中,这些间隙中的空气起着隔热的作用,从而导致传热不良。如果这些间隙被助焊剂填充满,则可加速热量的传递,迅速达到热平衡。
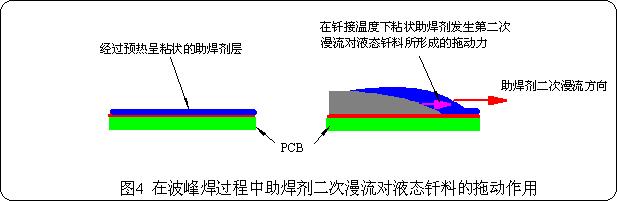
⑸ 促进液态钎料的漫流
经过预热后的粘状助焊剂与波峰钎料接触后,活性剧增,粘度急剧下降而在被焊金属表面形成第二次漫流,并迅速在被焊金属表面铺展开来。助焊剂第二次漫流过程所形成的漫流作用力,附加在液态钎料上从拖动了液态金属的漫流过程,如图4所示。
3 理想助焊剂在波峰焊接过程中的作用机理及模式
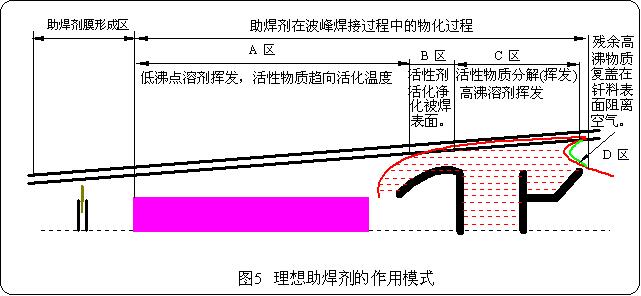
3.1 理想助焊剂的作用模式
分析整个波峰焊接的物理化学过程,助焊剂虽然参与了全过程,但是它在每一个区间所发挥的作用却是不一样的,如图5所示。而且不同类型的助焊剂,其参与物化过程的载体也是不同的,下面我们仅以松香型助焊剂、活性松香助焊剂和免清洗型助焊剂分别来解释其具体的物化过程。
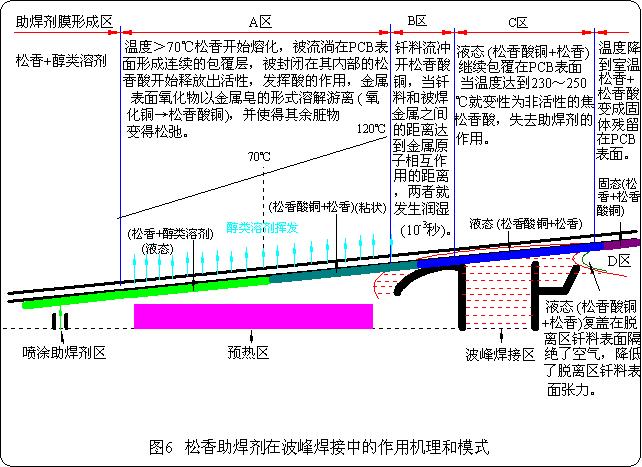
3.2 松香助焊剂在波峰焊接过程中的作用机理
松香助焊剂的作用机理和模式的描述如图6所示。
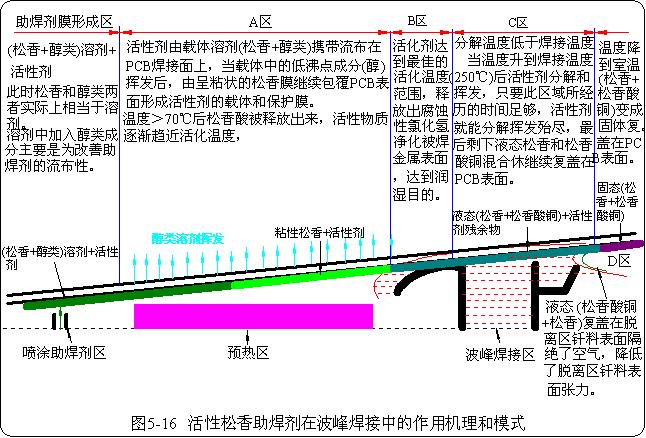
3.3 活性松香助焊剂在波峰焊接中的作用机理与模式
松香助焊剂活性弱,对被焊金属表面洁净能力差,当被焊金属表面可焊性不大理想时,将普遍出现虚焊、桥连等焊接缺陷。为克服上述缺陷,提高焊接质量和效率,将虚焊和桥连现象尽可能地降到最低,目前国内军用设备中还广泛使用活性松香助焊剂的原因就在此。
活性松香助焊剂在波峰焊接中的作用机理与模式的描述如图7所示。
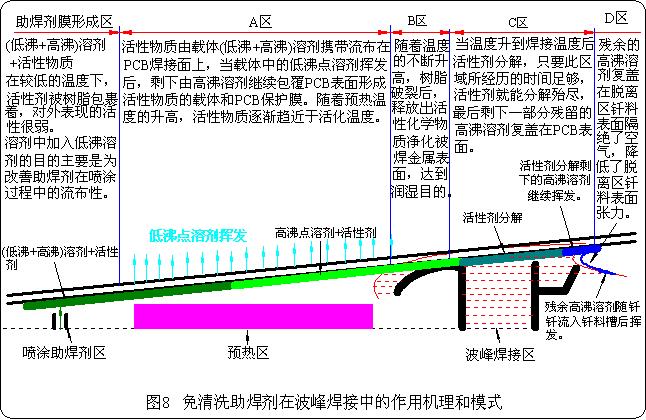
3.4 免清洗助焊剂在波峰焊接中的作用机理与模式
活性松香助焊剂固体含量高,波峰焊后残余物多,且残余物中可能还含有未分解完的离子性的活性物质,若不仔细清除将遗害无穷。由于清冼中要大量使用ODS、VOC或消耗和污染水资源,对保护地球环境不利。因此,目前在一些通用型电子产品生产中正大力推广免清洗助焊剂的应用。
免清洗助焊剂在波峰焊接中的作用机理与模式的描述如图8所示。
免清洗助焊剂的工艺温度规范比较严格,只有充分满足了其特性要求的条件下,才能充分发挥其助焊作用。因此,供货方必须提供完整的温度应用特性。例如:比利时INTERFLUX ELECTRONICS公司生产的IF 2005M免清洗助焊剂就给出了完整的应用温度规范值如下:
预热温度为: 95℃-130℃(元件面) ;
钎料槽温度: 最低为235℃,正常为250℃,最高为275℃;
PCB与熔化钎料接触时间应为4秒。
纵观现代电子设备的软钎接(手工焊、波峰焊和再流焊)中,助焊剂从头到尾都扮演了一个非常关键的角色。通过上述对波峰焊接过程的描述,足以证明在软钎接工艺中如何强调助焊剂的重要性都是不过份的。
4 在波峰焊接中如何评估助焊剂的能力指标
4.1 如何评价助焊剂 助焊剂性能的好坏通常是采用下述两方面的作用能力来描述:
⑴ 活性:为了有效地进行软钎接,助焊剂必须通过化学反应来净化被焊金属表面,只有在充分净化后的表面,被焊金属和熔化钎料之间才能形成有效的冶金连接,才可根除虚焊等缺陷。因此,在评价助焊剂时活性是必须要充分关注的。
⑵ 保护功能:在上述分析中可见助焊剂在波峰焊接过程中的另一个极为重要的作用是助焊剂的保护功能。保护功能的实现在松香型助焊剂中是通过松香这一媒介来实现的,而在免清洗助焊剂中则是通过高沸溶剂这一媒质来贯彻始终的。免清洗助焊剂中保护功能的强弱对波峰焊接的成败关系很大。而且该功能必须通过上机运行才能考察出来。
4.2 如何理解助焊剂的腐蚀性
从化学角度看,每一种有效的助焊剂均必然在某种程度上具有腐蚀性,否则,它就不能从被焊表面清洗掉氧化膜。我们所说的腐蚀性关注的是指在完成钎接后在装配件上残留的助焊剂及其残余物的化学危险性,并由此而确定助焊剂的理化指标要求。
5 波峰焊接用助焊剂的特性要求及其能力的评估
5.1.2 应用性数据
应用性数据内容见表 2 。
理化指标和应用性数据供方每批供货时均必须按表1、表2格式填单提供给使用方确认后存档,使用方认为需要时可酌情进行抽验。
表 2 助焊剂的应用工艺数椐
5.2 使用方的动态能力试验(使用方验收试验)
使用方按特定的动态能力试验工艺规范(可由供方和用方共同协商确认),按照供方提供的应用数据,上机进行焊接试验,助焊剂应确保下列要求:
⑴ 对金属化孔透焊性良好;
⑵ 焊接缺陷率低;
⑶ 焊点洁净、轮廓敷形好;
⑷ PCB板面的清洁度 ( 助焊剂残留物、颗粒物、氯化物、碳化物和白色残留物 ) 应符合 IPC-A-610C之规定要求;
⑸ 助焊剂残留物中的离子浓度应 < (1.5-5.0)μgNaCl/cm2;
⑹ 绝缘电阻值(SIR)(电导法测电阻率)应 >2×106Ω-cm 。
6. 助焊剂的发展趋势
IPC- CH-65B CN《清洗指导》标准主席、合明科技董事长 王琏先生在出席电子锡焊料分会年会上发表了对助焊剂发展趋势的一些见解与建议:
王琏董事长表示:随着国内外电子制造业产品升级换代和新的工艺制作方式的产生,助焊剂在国内的总量在逐步下降和减少,与此同时,客户对助焊剂的全面技术指标和要求,有了普遍的提升,我们还需在以下几个方面去提升助焊剂的综合指标,与国外助焊剂厂商看齐:
1. 为迎合新的材料、金属合金、焊接和被焊接物而使用的助焊剂来保障新材料的前提下,能够实现良好、可靠的焊接;
2. 新的工艺应用技术适应性,比方说,可选择波峰焊所使用的助焊剂,与传统助焊剂在指标上要求有所不同,也有待于我们从业人员进行提升;
3. 在环保安全上,从长远发展的趋势上看,水基型助焊剂会是将来助焊剂的终极发展方向和目标,同时水基型助焊剂的应用又为业内同仁带来新的挑战和新的技术要求。






